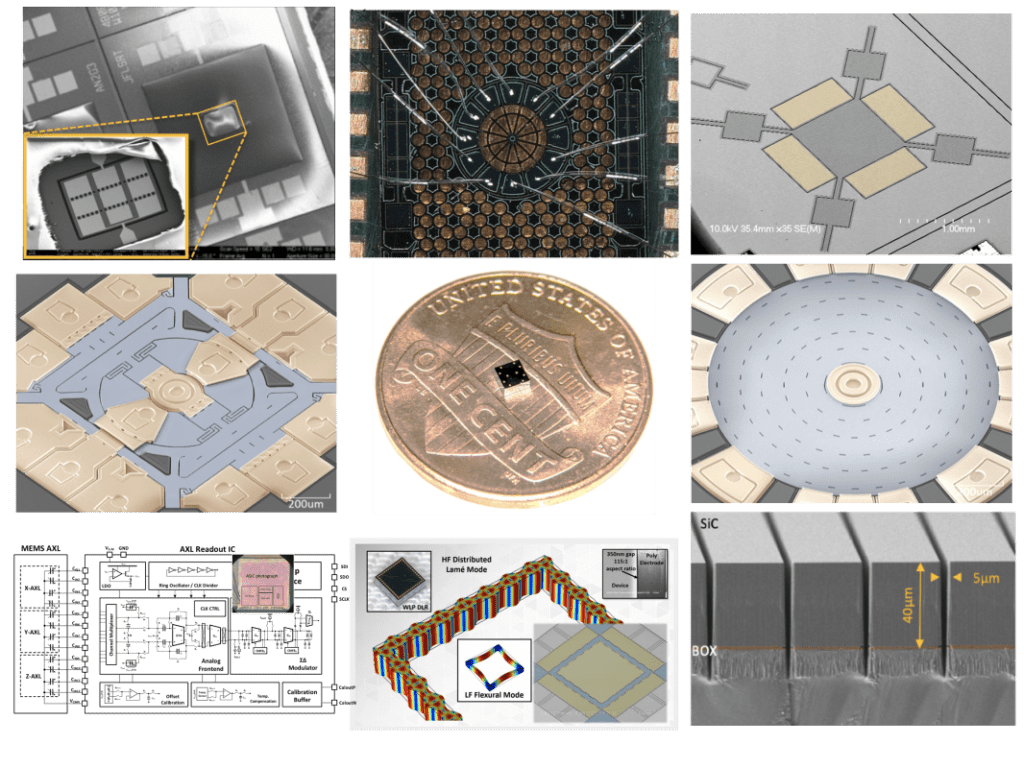
Our research advances the design and development of MEMS and NEMS
The Integrated MEMS Laboratory explores the design, analysis, fabrication, and characterization of micro and nano electro-mechanical systems (MEMS and NEMS) with a focus on high Q resonators and resonant gyroscopes.